
Page précedente
( Suite )
5.Le HABAKI : cf illustration 1
Le HABAKI est la seule pièce de monture à prendre place sur une lame nue avant que celle-ci ne reçoive un fourreau .
Une lame sera toujours au moins vendue dans un fourreau provisoire dit en SHIRASAYA et donc sera toujours aussi équipée d'un HABAKI .
Son rôle ? il est multiple : le premier est de maintenir la lame dans son fourreau donnant à celle-ci une sorte de flottaison car sans HABAKI , la lame frotterait le long du bois , ce qui pourrait causer des éraflures .
Son second rôle tient à son ajustement particulièrement serré dans le fourreau , empêchant la lame de tomber lorsque celui-ci est retourné .
Ces deux atouts purement pratiques en cachent d'autres tout aussi importants .
Mécaniquement , il absorbe les chocs dus aux impacts à la suite de coups donnés mais aussi reçus ; d'abord , il les amortit et n' en restitue qu' une partie à la garde et à la poignée, permettant ainsi de les préserver .
Ce HABAKI prend donc place sur la lame à un endroit nommé HABAKIMOTO . Ce collier métallique est situé sur le NAKAGO contre les crans MUNEMACHI et HAMACHI qui marquent précisément la frontière entre lame , NAGASA et soies, NAKAGO . Comme toutes les autres montures du sabre japonais , le HABAKI est démontable manuellement .
Comment le HABAKI s'est installé et développé au JAPON , on ne le sait pas précisément . Il semble assez probable qu'il soit venu de CHINE via la COREE .
Mêmes les épées droites japonaises les plus anciennes , datant du VIII ème siècle portent des HABAKI .
Le HABAKI fabriqué comme une monture métallique particulière du sabre remonte à l'ère HEIAN , des exemples le confirmant . Les premiers furent en fer , puis fabriqués à partir du métal dont on faisait les marmites et enfin surtout à partir de cuivre . Aujourd'hui , c'est d'ailleurs ce métal qui est le plus employé .
En effet , c'est un métal " doux ", qui peut facilement entrer en contact avec l'acier de la lame sans risquer de causer des rayures à celle-ci .
Contrairement aux HABAKI d'aujourd'hui , ceux de la période HEIAN étaient minces et plats complètement dépourvus de décorations et fioritures en tout genre , seulement occasionnellement, des HABAKI en or pur pouvaient être rencontrés .
Les HABAKI décorés et variés que l'on rencontre de nos jours sont apparus durant la période MOMOYAMA , comme en témoigne le travail du forgeron UMETADA .
Ceux en or étaient la spécialité des fiefs enrichis par les batailles victorieuses qui leur avaient permis d' en récupérer comme butin et de le réutiliser ensuite à dessein .
Cependant couvrir les HABAKI de feuilles d'or ou d'argent semble dater de la période MUROMACHI durant laquelle , couvrir de feuilles de métal était à la mode .
Le plus important élément esthétique du HABAKI est sa forme . Sa hauteur doit correspondre à environ 80% de la largeur de la lame , mesurée aux MACHI ( MOTOHABA ).
Cette dimension correspond à une lame moderne et peut varier pour une lame ancienne .
Dans tous les cas cependant , les proportions du HABAKI seront définies pour lui assurer un équilibre avec la lame dans sa globalité .
Les autres considérations le concernant sont les suivantes : 1) le coté le long du HASAKI doit être une ligne droite, 2) le coté le long du MUNE doit être concave pour respecter la courbure de la lame 3) les cotés verticaux doivent être plats et droits.
Le matériel d'un artisan d'HABAKI consiste surtout en marteaux et limes de différentes tailles ( cf illustration 2 ) . Le cuivre quand il est martelé , courbé et ajusté , devient compacte et moins malléable ; c'est le travail de durcissement . Pour le rendre encore plus malléable , notre technicien doit le chauffer au rouge périodiquement et le refroidit en le plongeant dans l'eau , comme pour YAKIIRE , mais avec un effet opposé , car seul l'acier se durcit en étant trempé . Le cuivre est chauffé à l'aide d'une lampe au propane . Dans le passé , ces spécialistes possédaient un petit soufflet et une forge dans leur magasin . Un HABAKI composé de deux pièces est généralement utilisé pour des lames larges ( cf illustration 3 ).A)JIGANEDORI : préparer l'ébauche
Le HABAKISHI prend une feuille de cuivre d'un peu plus de 3 mm d'épaisseur. Utilisant un ciseau, il coupe une pièce rectangulaire de 5cm de long par 2,5cm de large.
Cette pièce de départ est légèrement plus large que la pièce finale dont il aura besoin , constituant ainsi la réserve qu'il consommera en martelant et limant .
Son épaisseur doit correspondre exactement à la profondeur du MUNEMACHI, le cran délimitant le dos qui doit le supporter lorsqu'il sera en place ( cf illustration 4 ).
B)HIZUKURI : La forge
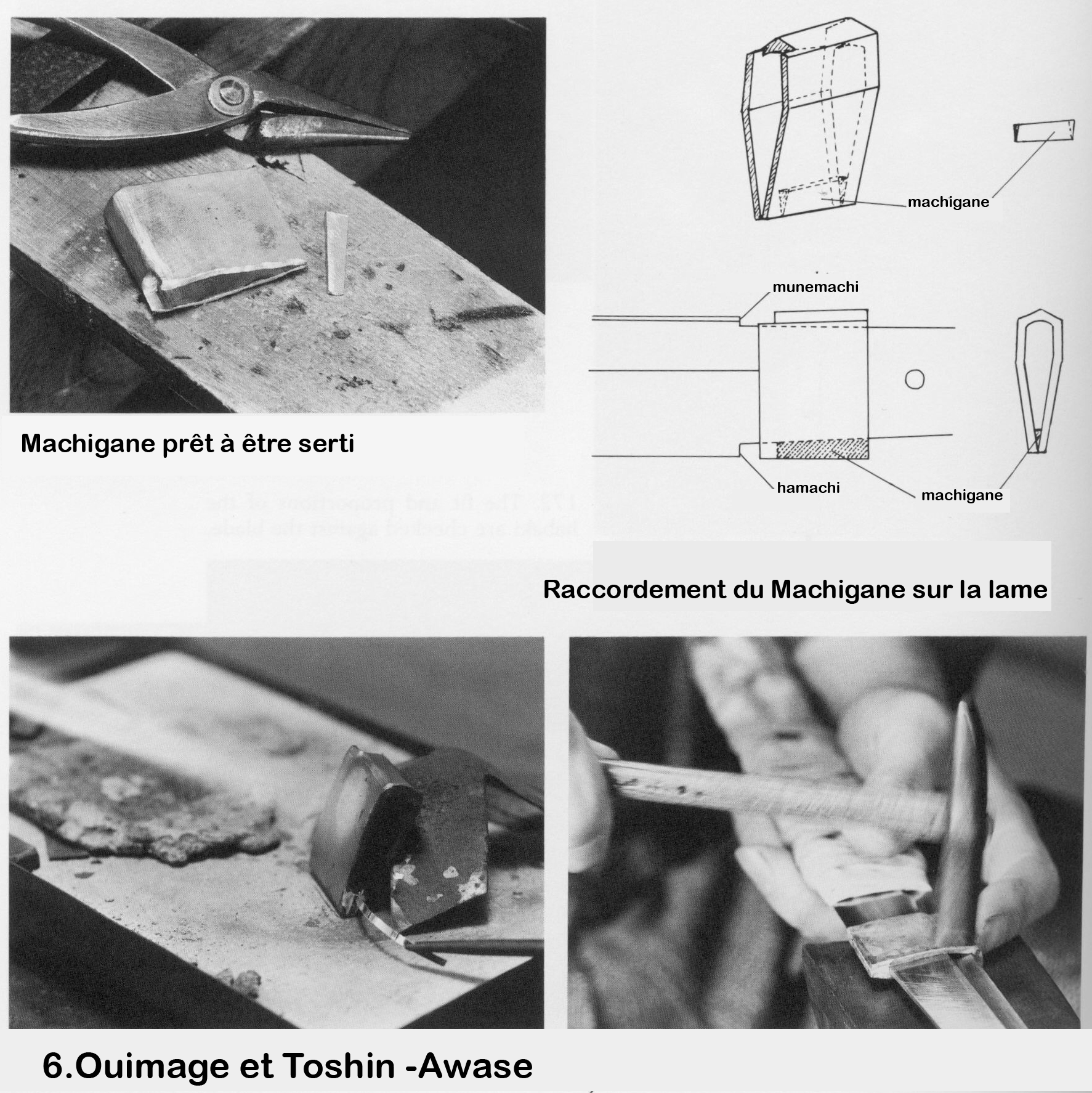
Avec un petit marteau à tête façonnée il travaille et forme le cuivre . Il martèle sur la largeur de telle façon qu'il module graduellement l'épaisseur de l'ensemble de la surface . A la finale , un coté du HABAKI est plus épais que l'autre . Un " bourrelet " est également formé pour sertir le MUNEMACHI ( cf illustration 5 ) .C) OUIMAGE ET TOSHIN-AWASE : Sertissage autour de la lame
Notre spécialiste utilise ensuite un mannequin en forme de U pour modeler le HABAKI sur celui-ci , aplatissant et lissant les faces du collier replié autour de ce guide comme il en sera de la lame . Puis , après avoir protéger la lame avec un chiffon ou du papier , il la maintient fermement et place le HABAKI autour de celle-ci finissant de le marteler délicatement , depuis le dos jusqu'au bas . Le HABAKI doit être parfaitement ajusté à la lame , celle-ci ne devant ni glisser ni se déplacer autour du collier . Le " bourrelet " doit maintenant parfaitement enserrer le MUNEMACHI . Le martelage se poursuit jusqu'à ce que le HABAKI s'adapte parfaitement à toutes les faces de la lame en contact avec lui . Muni d'une lime et d'une scie , l'artisan taille les parties inutiles du coté du tranchant , puis aplatit les parties qui le dépassent (cf illustration 6 ).
D)HAMACHI-IRE : Scellement du HABAKI
L'orifice étroit situé en partie basse , coté tranchant est maintenant scellé en utilisant un petit coin triangulaire de cuivre nommé MACHIGANE qui lorsqu'il est placé a pour effet de resserrer légèrement le collier autour du HASAKI au niveau du HAMACHI et de supporter la lame ( cf illustration 7 ).
Confection du MACHIGANE : il est découpé dans un morceau de cuivre tout en en laissant un bout dépasser pour pouvoir être tenu avec les doigts durant le limage et le façonnage .
Quand cela est terminé , le technicien place le MACHIGANE dans le HABAKI , puis il présente l'ensemble devant son chalumeau et chauffe le tout jusqu'au rouge ensuite il insère de l'argent à soudure dans le HABAKI chaud , celui-ci fond alors et coule sur le MACHIGANE assurant ainsi le scellement de ce dernier .
Le sertissage du HABAKI autour de la lame peut maintenant être tranquillement effectué .
A suivre......
 |
 |
 |
 |
 |
 |



Chapitre 6 : Naissance du Sabre |
|---|



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}